


Experimental studies of distillation in real environments
Ingehim conducts experimental studies of distillation in real environments using proprietary in-house experimental units. The two units, each with a height of 3 meters, represent columns with diameters of 50 mm and 100 mm, respectively. The studies can be conducted either at atmospheric pressure or under vacuum, and at temperatures up to 300 degrees Celsius.

Fig. 1. Experimental units for studying distillation in real environments (left unit: diameter 50 mm; right unit: diameter 100 mm)
All work is performed by technicians with extensive hands-on experience, under the guidance of engineers holding Ph.D. or D.Sc. degrees.
The customer receives a technical report upon completion of the work.
If you are interested, please send us a detailed description of the experiments via email so that our specialists can estimate the cost and timeline of the work.
Description of the experimental unit
Figure 2 illustrates the schematic of the experimental distillation unit. The unit consists of the column bottom 1, the distillation column 2 packed with material 3, the head fractions vessel 4, and a helical reflux condenser 5. All components are constructed from stainless steel and mounted on a metal frame positioned directly beneath the ventilation hood. Distillate is extracted from the head fractions vessel 4 into the receiver tank 6. Before extraction, the distillate is preliminarily cooled in cooler 7, and the flow rate of the extracted distillate is adjustable via valve 8. The reflux condenser is loosely connected to a membrane vacuum pump 9, model НВМ-12XD, which generates a vacuum pressure of up to 5 mm Hg.
Schematic of the experimental distillation unit is depicted in Fig. 2. The unit is made up of the column’s bottom 1, distillation column 2 with packing 3, vessel of head fractions 4, helical reflux condenser 5. All the elements of the unit are made of stainless steel and mounted on the metal frame right under the ventilation hood. Extraction of distillate is carried out from vessel of head fractions 4 into receiver tank 6. The extracted distillate is preliminarily cooled in cooler 7 and the amount of extracted distillated is made adjustible by means of valve 8. Reflux condenser is loosely connected to membrane vacuum pump 9 of type НВМ-12XD, which produces vacuum pressure up to 5 mm Hg.

Fig. 2. Schematic of the experimental unit
The bottom of the column is equipped with a heating coil, the power of which can be adjusted to meet specific requirements. Additionally, the column’s bottom contains both a filling tube and a drain tube. Regarding the packing, various types of packing elements can be used, including random packing elements with a nominal size of 6, manufactured by Ingehim. On the exterior, the column’s shell is fitted with an electric heater and is thermally insulated with two layers of a ceramic fibrous material called “Vladpromtex,” covered by a layer of aluminum foil.
The temperatures at the bottom and top of the column are controlled using thermocouples 10 and 11, respectively. The temperature of the column wall is measured by thermocouple 12. All thermocouples are connected to OBEH indicators, which are integrated into a single network with a computer via the industrial RS-485 interface. All measured data are collected and processed by the Simplight SCADA system, enabling detailed analysis of the distillation process dynamics. The vacuum level and pressure drop across the packed layer are monitored using vacuum meters 13 and 14. Measuring device 15 is used to quantify the amount of distillate collected.
Technical characteristics of the unit:
- Column internal diameter: 32 mm.
- Packed bed depth: 2 m.
- Number of theoretical plates: ~40.
- Column bottom capacity: 2 liters.
- Electric power of heating coil: 2 kW.
Advantages of the distillation unit:
- High capacity in a relatively compact size, capable of processing up to 5 kg of feed per hour.
- Capable of separating thermally unstable compounds that are difficult to separate using conventional methods.
- High sharpness of fractionation and low hydraulic resistance are achieved by using highly efficient random Ingehim packing elements.
- Capable of operating at varying reflux ratios, including the case of an infinite reflux ratio, which ensures maximum fractionation in the distillation column.
- Helical reflux condenser, which ensures high heat transfer efficiency and low hydraulic resistance.
- Low-inertia heater system that ensures minimal warm-up time.
- An automated system for experimental data collection that enables the investigation of distillation process dynamics.
- Simple design, user-friendliness, and ease of use. A straightforward routine of experiments.
Studies on producing bitumen from very heavy crude oil
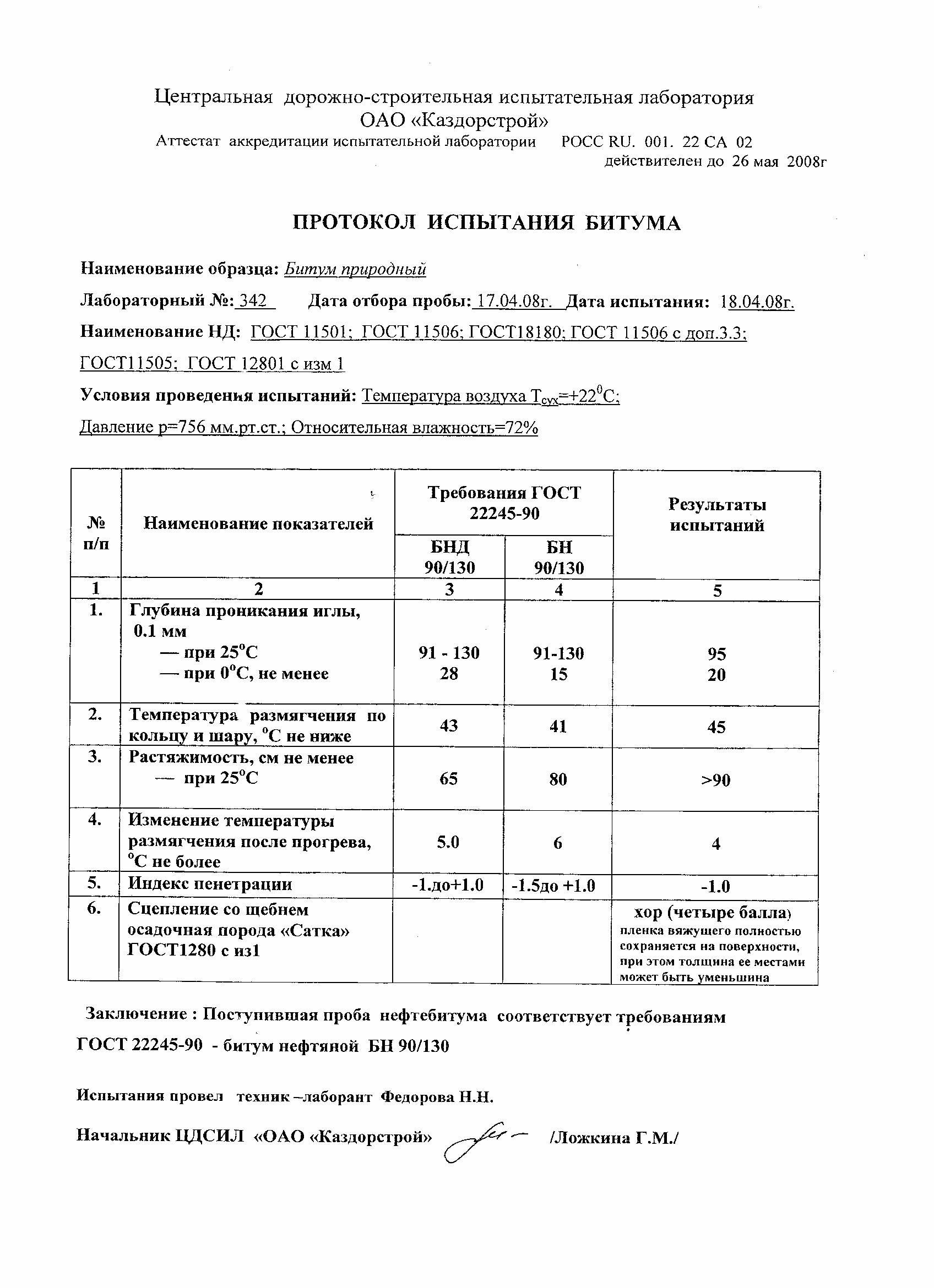
Ingehim also conducts research on producing bitumen from very heavy crude oil to design pilot units. The lab-scale unit (see Fig. 3) employs Ingehim’s proprietary technology (Russian patent No. 2371468). This unit successfully passed tests at the Ashalchinskoe oil field (Almetyevsk, Russia), enabling the production of unoxidized bitumen of grade BND-90/130. A quality certificate for the bitumen is enclosed.

Fig.3. Experimental unit for producing unoxidized bitumen from very heavy crude oil

{kind=link}
{kind=link}